Станок вертикально-сверлильный 2С132 используется мелкими и крупными производственными компаниями для выполнения процессов: зенкерования, рассверливания, сверления и развертывание торцов.
Расшифровка наименования станка модели 2С132

Понять, что собой представляет устройство, поможет буквенно-цифровой индекс:
- 2 – станочное оборудование относится ко второй группе устройств в зависимости от их месторасположения;
- С – особо точный станок;
- 1 – одношпиндельные устройства;
- 32 – наибольший диаметр рассверливания заготовок.
Особенности конструкции 2С132

Устройство оснащено механизированным рабочим столом, который имеет возможность изменять свою высоту.
Благодаря высокопрочным чугунным корпусам, которые предохраняют основные узлы станка, придают 2С132 высокую жесткость и устойчивость.
Помимо этого, качественная работа обеспечивается такими конструктивными особенностями, как:
- имеется специальное устройство, позволяющее определять глубину высверливания;
- электрооборудование размещено в колонне и не занимает дополнительного рабочего пространства;
- станок устроен таким образом, что имеется возможность дополнительно укомплектовывать 2С132;
- сверлильный стол имеет специальные зажимы, за счет чего происходит плотное фиксирование рабочей области;
- подача смазочно-охлаждающей жидкости происходит из бака, который расположен в основании.
Преимущества модели
Станочное оборудование 2С132 применяется для обработки, как металлических, так и неметаллических деталей. Заготовки подаются вручную оператором на рабочий стол, после чего движущееся ограждение закрывает устройство.
Работа за станком считается полностью безопасной для оператора, так как имеются защитные элементы:
- внешний механизм для запора вводного выключателя;
- блокировки;
- фиксаторы рукояток;
- предохранители;
- специальные ограждения, которые ограничивают специалиста от зоны сверления.
Станок устанавливается таким образом, чтобы вокруг 2С132 было достаточно свободного места, которое необходимо для комфортной работы оператора. Стоит учитывать, что дверца шкафа с электрическим оснащением должна открываться на 120 градусов.
Комплект поставки
Станок поставляется изготовителем в следующем виде:
- подвижный стол находится в нижнем положении с зажатым в тисках брусом, в который упирается сверлильная головка, стол и сверлильная головка зажаты на колонне зажимными болтами;
- сверлильная головка опущена на упор стола и на деревянный брус, зажатый в тисках, закрепленных на столе.
Комплектация и принадлежности станка 2С132
- Станок в сборе, включая электрооборудование. Упаковывают в ящик № 1
- Принадлежности, которые входят в комплект и стоимость станка. Упаковывают в ящик № 2
Рукоятка подъема стола и сверлильной головки
Ключ к электрошкафу Д73—72, 2 шт
Муфта эластичная
Принадлежности, поставляемые за отдельную плату (упаковывают в отдельные ящики)
Втулки переходные
- 6100-0142 (0202), 3/1
- 6100-0144 (0204), 4/2
- 6100-0145 (0205), 4/3
- 6100-0146 (0206), 5/3 *
- 6100-0147 (0207), 5/4 *
Клинья к инструменту
- 7851-0012, *
- 7851-0013, *
- 7851-0014, **
Ключи 7812-0375, 7812-0378
Отвертка 7810-0327
Ключ гаечный 7811-0023(17-19)
Патрон сверлильный ПСС-10
Тиски СТ160.000
Стол плавающий СП 132.000
Стол крестовый СК02.000Насос охлаждения
Упаковка станка - по согласованию с заказчиком
Техническая документация
- Руководство по эксплуатации. Часть 1. 2С132.00.000РЭ1
- Руководство по эксплуатации. Часть 2. Электрооборудование. 2С132.95.000РЭ2*
- Руководство по эксплуатации Часть 2. Электрооборудование. 2С132.92-1.000РЭ2*
- Руководство по эксплуатации. Часть3. Сведения о приемке. 2С132.00.000РЭ3
- Эксплутационные документы комплектующих изделий на:
- Тиски станочные
- Двигатель главного движения
- Насос охлаждения
*Опция
** Для станков с конусом КМ5
Модификации верикально сверлильного станка
2С132 (SB50) считается базовой версией оборудования. Самые популярные видоизмененные модели –
2С132К с вертикально расположенным шпинделем, с движением по разным координатам и с плавающим столом; 2С132Ц с вертикально расположенным шпинделем и с автоматизированным управлением; сверлильный станок 2С132ПФ2И с числовым программируемым управлением и вертикально расположенным шпинделем.
Цена 2С132 зависит от того, какими дополнительными элементами оснащен станок.
Руководство по эксплуатации 2С132: описание, характеристики, схема
Рекомендуется приобретать оборудование для предприятий, которые специализируются на единичном или мелкосерийном производстве продукции. После рабочих процессов может остаться стружка, которую рекомендуется ежедневно очищать. Смазка узлов станка 2С132 проводится циркулярным методом с помощью насоса, за счет пресс-масленки и набивки консистентной смазки.
Расположение и обозначение составных частей оборудования:

1. Привод. 2С132.21.000 (1400 мин-1)
2. Коробка скоростей. 2С132.20.000 (1400 мин-1)
3. Насос плунжерный. 2С132К.24.000
4. Коробка подач. 2С132.30.000
5. Основание. 2С132.10.000
6. Механизм управления скоростями и подачами. 2С132.25.000
7. Шпиндель. 2С132.50.000
8. Электрооборудование. 2С132.95.000* (Российская)
Электрооборудование. 2С132.92-1.000* (Телемеханик)
9. Сверлильная головка. 2С132.40.000
10. Система охлаждения. 2С132.80.000
11. Ограждение зоны резания. 2С132.45.000*
* - Дополнительная опция
Габариты рабочего пространства:

Использовать станок возможно в разных климатических зонах при температуре от -10°С и до +45°С. Резкие перепады температур или длительное пребывание станка под солнечными лучами или другими источниками тепла, могут негативно отразиться на электрической схеме и отдельных узлах. Влажность воздуха в производственном помещении должна быть не более 80%.
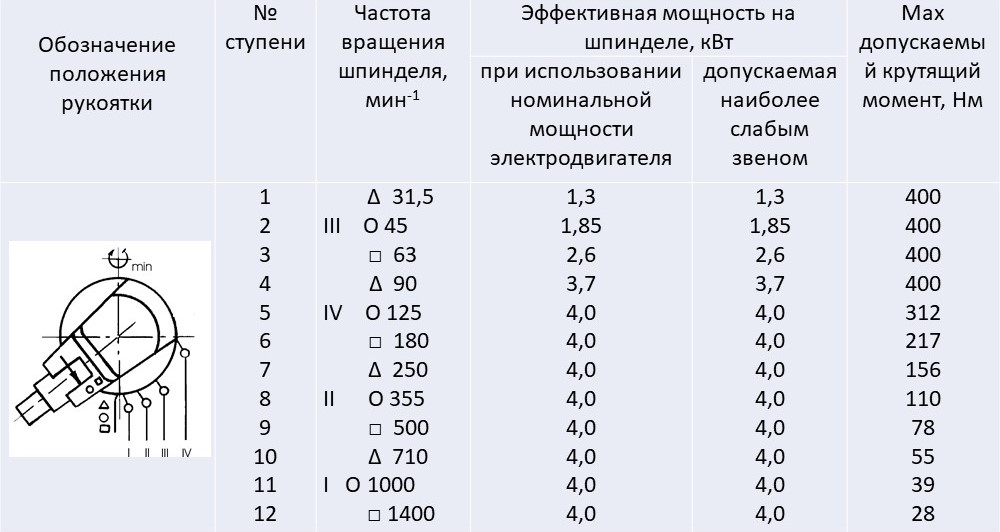
Шпиндель 2C132 получает 12 скоростей вращения (31,5...1400 об/мин) через коробку скоростей от электродвигателя мощностью 4 кВт.
Механика главного движения (шпинделя):
Механика подач:

Характеристика электрооборудования:

Схема установки станка, габариты в плане и план фундамента:

Фундамент
Фундамент должен служить надежным основанием станка, обеспечивающим максималь-ное использование его возможностей по производительности и точности в течение заданного срока службы и исключающим влияние станка на работу соседнего оборудования.
Глубина заложения фундамента принимается в зависимости от грунта, но должна быть не менее 300 мм. Станок крепится к фундаменту четырьмя фундаментными болтами M16.
При наличии железобетонного пола станок можно установить на виброизолирующие опоры.
Схема установки станка, габариты в плане и план фундамента представлен на рисунке выше.
Меры по обеспечению безопасности
Безопасность труда на станке обеспечивается его изготовлением в соответствии с требова-ниями ГОСТ 12.2.009-99, EN 292-1,2 и EN 60204-1. Требования безопасности на всех стадиях ис-пользования станка устанавливаются настоящим разделом и разделом Руководства по эксплуата-ции электрооборудования 2С132.95.000РЭ2 или 2С132.92-1.000РЭ2.
Безопасность труда на станке обеспечивается наличием в конструкции станка указанных ниже устройств, выполненных в соответствии с требованиями, изложенными в российских стан-дартах, европейских директивах и нормах:
— защитного ограждения зоны резания;
— блокировок;
— внешнего устройства для запирания вводного выключателя;
— фиксаторов рукояток;
— предохранительных устройств.
Защитные ограждения
Станок снабжен перемещаемым ограждением, закрывающим конец шпинделя, патрон и режущий инструмент на время вращения главного привода. При отводе ограждения от шпинделя блокируется питание цепей управления станком в отключенном состоянии.
Блокировки
Станок имеет автоматическое торможение шпинделя. Время торможения шпинделя после его выключения на всех частотах вращения не превышает 5 с. При частоте вращения шпинделя свыше 3000 мин-1 время торможения после его выключения не регламентируется.
Меры безопасности при установке станка
Подключать станок к низкоомному цеховому контуру заземления следует в строгом соответствии с указаниями в «Руководстве по эксплуатации электрооборудования».
Подключение станка к электросети должен производить специально подготовленный персонал, имеющий допуск по работе с электрооборудованием до 1000 В.
После установки станка, до подключения его к цеховой сети, необходимо произвести замеры электрического сопротивления между шиной заземления и любой металлической частью станка с расположенными на ней элементами электрооборудования, которые могут оказаться под напряжением выше 24В в результате пробоя изоляции проводов. Измеренное сопротивление не должно превышать 0,1 Ом.
Уровень шума станка
На станке при типовых условиях эксплуатации на рабочем месте оператора уровень звука не превышает 80 дБА. При работе станка на холостом ходу при частоте вращения шпинделя 1000 об/мин уровень звука на рабочем месте составляет 76 дБА. Корректированный уровень звуковой мощности составляет 87 дБА. Неопределенность измерения звуковой мощности соответствует стандарту ИСО 3746 и при доверительной вероятности 95% равна ± 1,96 σR от измеренного значения, где σR = 3 дБА.
Шумовые характеристики измерялись в соответствии с методикой стандарта ГОСТ Р 51402-99 (ИСО 3746-95) с учетом требований, изложенных в ИСО 230-5 и EN 12840. Фактические параметры зависят от динамических характеристик обрабатываемого изделия, числа оборотов шпинделя и других условий резания.
Повышенному уровню шума станка способствуют:
- обработка нежестких и тонкостенных заготовок;
- обработка инструментом с большим вылетом;
- работа испорченным или сломанным инструментом;
- работа в условиях интенсивных автоколебаний.
Для избежания повышений шумности при работе на станке рекомендуется использовать исправный инструмент с высокой жесткостью. При обработке длинных деталей использовать поддерживающие люнеты.
При обработке тонкостенных деталей применять вибропоглощающие вставки. Рекоменду-ется избегать режимов резания, на которых возникают интенсивные высокочастотные автоколебания.
Распаковка станка
При распаковке станка особенно важно проследить, чтобы коррозионно-защитная пленка или бумага снимались после выравнивания температур станка и помещения (обычно через 48 часов). В противном случае возникает опасность коррозии в результате воздействия конденсата.
При распаковке необходимо проверить комплектность поставки и/или наличие возможных повреждений при транспортировке.
Расконсервация станка
- После установки станок необходимо тщательно очистить от антикоррозионных покрытий, нанесенных на открытые, а также закрытые кожухами и щитками обработанные и необработан-ные поверхности станка.
- Очистка производится ветошью, смоченной уайт-спиритом.
Затем, во избежание коррозии, очищенные поверхности покрыть тонким слоем индустриального масла И-20А ГОСТ 20799-88.
Применение для чистки станка металлических предметов или наждачной бумаги не допускается.
Пуск станка
Внимание! Станок поставляется в положении ручной подачи шпинделя.
Для включения механической подачи шпинделя необходимо:
нажать кнопку 8,
переместить колпачок 10 вдоль оси вала вправо (от станка),
резким движением повернуть штурвал на себя (приблизительно на 200).
Механическая подача включена.
Для перехода на режим ручной подачи шпинделя необходимо:
повернуть штурвал от себя,
переместить колпачок 10 в исходное положение,
кнопка 8 должна зафиксировать положение.
При наладке на работу с выключением подачи шпинделя на заданной глубине необходимо соблюдать следующую последовательность операций:
1. Установить инструмент в шпинделе.
2. Закрепить обрабатываемую деталь на столе.
3. Опустить шпиндель до упора инструмента в деталь, винтом отжать и установить лимб сверлильной головки так, чтобы против указателя находилась цифра, соответствующая глубине обработки с учетом угла заточки инструмента, затем закрепить лимб. Кулачок с буквой «П» необходимо закрепить так, чтобы его риска совпадала с соответствующей риской на лимбе.
После включения вращения и подачи шпинделя начинается обработка детали. По достижении нужной глубины обработки подача шпинделя прекратится, а шпиндель будет продолжать вращаться. Для его останова нужно нажать кнопку «СТОП »-останов шпинделя.
При нарезании резьбы на станке с реверсом шпинделя на определенной глубине, лимб на сверлильной головке установить так, чтобы против указателя находилась цифра, соответствую-щая глубине обработки. Совместить риску кулачка «Р» с соответствующей риской на лимбе и закрепить кулачок. Выключить механическую подачу. После включения вращения шпинделя мет-чик вручную ввести в отверстие. Через 2-3 оборота шпинделя надобность в ручной подаче отпадает. По достижении заданной глубины нарезания шпиндель автоматически реверсируется и метчик выходит из отверстия. Для правого вращения шпинделя необходимо нажать соответствующую кнопку.

")
")
")
")
")
")
")
")







")
")
")









Пока нет отзывов